- 1010
- 产品价格:200.00 元/平方米 起
- 发货地址:河北衡水阜城县 包装说明:不限
- 产品数量:9999.00 平方米产品规格:不限
- 信息编号:256057049公司编号:23119034
- 马经理 微信 135222261..
- 进入店铺 在线咨询 QQ咨询 在线询价
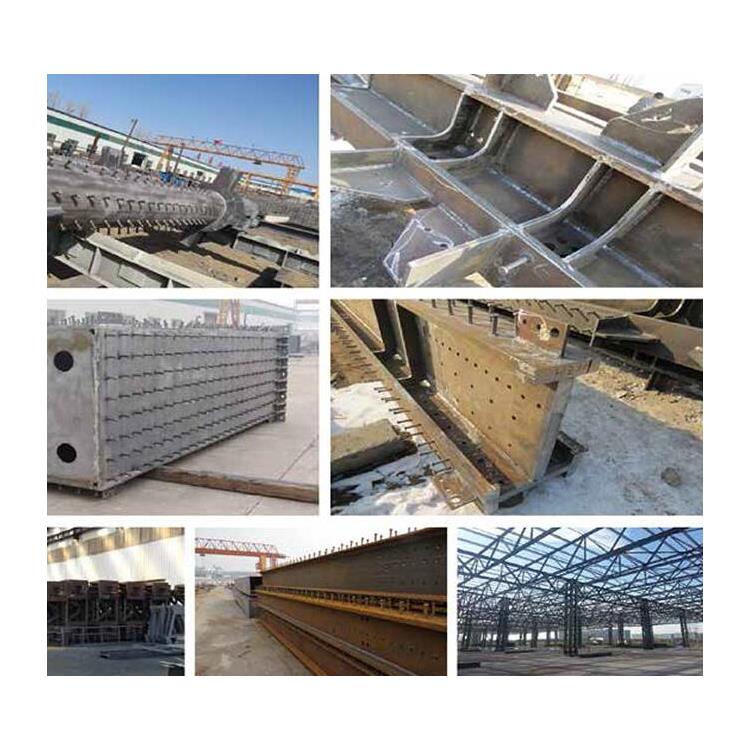
临沂钢结构加工价格 可根据要求定制加工 钢结构材料加工
- 相关产品:
加工:切割,除锈喷漆标准:国标表面:无瑕疵使用范围:户外配送方式:物流类型:钢结构加工表面描述:表面光滑用途:钢结构,建筑,机械加工等产品表面描述:型钢售卖地:全国货物销售类型:现货用途范围:金属制品是否定做:是产品名称:钢结构规格:齐全
钢结构加工布局组装模套时,其定位务虑到预释放电焊焊接收拢量及进给量;钢结构加工制做时规定抛光**紧的部位,其**紧表面需有75%之上的总面积紧靠;
钢结构在钻孔方面,事前未很好会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。
钢结构在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏中心;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。
钢结构在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未干净。
钢结构在切割、下料时,翼缘板尺寸宽窄不一,造成H型钢与牛腿的尺寸不一致,与牛腿联系的钢梁上下翼缘板错位约一个板厚;切割边缘有较深的切痕,板边有明显的凹陷,或有较深的锯齿印,切割粗糙度**标,拼板边缘切割不垂直度,拼接错边等**标。
钢结构加工中对钢构件边缘刨边主要是在刨边机上进行,钢构件刨边加工有直边和斜边两种,钢构件刨边加工的余量随钢材的厚度,钢板的切割方法而不同。一般刨边加工余量为2-4mm。
联系手机是13522226141, 主要经营相关产品。
单位注册资金未知。
{kind=link}